

動態(tài)")
一、電解槽用耐火材料
? ? 電解槽用耐火材料的設計與建造中最受關注的部分?,F(xiàn)在世界上鋁電解槽內(nèi)襯的基本構造可分為“整體搗固型”、“半整體搗固型”與“砌筑型”三大類。
(1)整體搗固型。內(nèi)襯的全部炭素體使用塑性炭糊就地搗固而成,其下部是用作保溫與耐火材料的氧化鋁,或者是耐火磚與保溫磚。
(2)半整體搗固型。底部炭素體為陰極炭塊砌筑,側部用塑性炭糊就地搗固而成,下部保溫及耐火材料與整體搗固型的類似。
(3)砌筑型。砌筑型底部用炭塊砌筑,側部用炭塊或碳化硅等材料制成的板塊砌筑,下部為耐火磚與保溫磚及其他耐火、保溫和防滲材料。根據(jù)底部炭塊及其周邊間縫隙處理方式的不同,砌筑型又分為“搗固糊接縫”和“黏結”兩種類型。前種類型是在底部炭塊砌筑時相互之間及其與側塊之間留出縫隙,然后用糊料搗固;后種類型則不留縫隙,塊問用炭膠糊黏結。
上述的整體搗固型與半整體搗固型被工業(yè)實踐證明槽壽命不長,而且電解槽焙燒時排出大量焦油煙氣和多環(huán)芳香族碳氫化合物,污染環(huán)境,因此已被淘汰。砌筑型被廣泛應用。砌筑型中的黏結型降低了“間縫”這一薄弱環(huán)節(jié),被國外一些鋁廠證明能獲得很高的槽壽命,但對設計和材質的要求高。因為電解槽在焙燒啟動過程中,沒有間縫中的炭素為炭塊的膨脹提高緩沖(搗固糊在碳化過程中會收縮),因此若設計不合理或者炭塊的熱膨脹與吸鈉膨脹太大,便容易造成嚴重的陰極變形或開裂。
內(nèi)襯的基本類型確定后,具體的結構將按最佳物理場分布原則進行設計。當容量、材料性能以及工藝要求不同時,所設計出來的內(nèi)襯結構便應該不同,但一旦陰極結構設計的大方案確定(例如選用“搗固糊接縫的砌筑型”),則不論是小型還是大型槽,其內(nèi)襯的基本結構方案可以是相似的。區(qū)別往往體現(xiàn)在具體的結構參數(shù)上,而對于同等槽型和容量的電解槽,結構參數(shù)上的區(qū)別往往由設計理念、物理場優(yōu)化設計工具和筑槽材料性能上的差異所引起。
我國目前均采用搗固糊接縫的砌筑型。下圖是我國大型預焙鋁電解槽內(nèi)襯基本結構方案的一個實例。內(nèi)襯底部構成為:
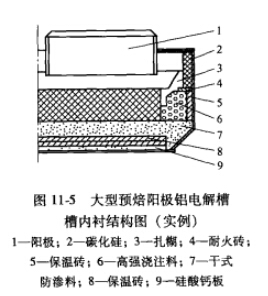
1)底部首先鋪一層65mm的硅酸鈣絕熱板(或先鋪一層lOmm厚的石棉板,再鋪一層硅酸鈣絕熱板)。
2)在絕熱板上千砌兩層65mm的保溫磚(總厚度,或者為加強保溫而干砌三層65mm的保溫磚有種設計方案是在絕熱板上鋪一層5mm厚的耐火粉,用以保護絕熱板,然后在其上干砌筑保溫磚)。
3)鋪設一層厚130~195mm的于式防滲料(具體厚度視保溫磚的層數(shù)而定,即兩層保溫耐火磚對應厚度,三層保溫磚對應195mm厚度),或者在三層保溫磚上用耐火粉找平后鋪一層lmm厚鋼板防滲漏,再用灰漿砌兩層65mm的耐火磚。
4)在于式防滲料上(或耐火磚上)安裝已組裝好陰極鋼棒的通長陰極炭塊組。
5)陰極炭塊之間有35mm寬的縫隙,用專制的中間縫糊扎固。
內(nèi)襯側部(底部干式防滲料或耐火磚以上的側部)的構成及特點為:
1)對于與底部炭塊端部對應的側部,靠鋼壁砌筑一道65mm的保溫磚,或者布設石棉板和40~60mm高溫硅酸鈣板;然后在該保溫層與底部炭塊之間澆注絕熱耐火混凝土(高強澆注料);并留出軋制人造伸腿的空隙。
2)在澆注料上方砌筑一層耐火磚,再在該耐火磚上方砌筑一層123mm厚的側部炭塊(或氮化硅黏結的碳化硅磚),并使其背貼炭膠到鋼殼壁上。
3)側部炭塊頂上用80mm寬、l0mm厚的鋼板緊貼住炭塊頂部焊接在槽殼上,防止炭塊上抬。
4)底部炭塊與側部砌體之間的周邊縫用專制的周圍糊扎成200mm高的人造坡形伸腿。
大型中間下料預焙槽從工藝上要求底部應有良好的保溫,以利于爐底潔凈;側部應有較好的散熱,以促成自然形成爐膛。側部炭塊下的澆注料(或耐火磚砌)做成階梯形,以抑制伸腿過長。
二、電解槽筑爐的基本規(guī)范
? ? 結合上述大型預焙槽的內(nèi)襯結構實例(上圖),介紹當前我國大型預焙槽筑爐的基本規(guī)范,主要包括工藝要求與材料指標兩個部分。其中所列材料是當前我國電解槽內(nèi)襯常用材料,而非最好、最先進的材料。關于筑爐材料中的炭素材料(陰極炭塊、側部炭塊及糊料等隨后再詳述。
1、槽底砌筑槽底砌筑的工藝要求如下:
(1)清理與放線。槽殼清理干凈后,依據(jù)電解槽內(nèi)襯施工圖,進行基準放線作業(yè)。
(2)鋪石棉板。槽底鋪一層lOmm石棉板,接縫小于2mm,石棉板間縫用氧化鋁粉填平。
(3)鋪絕熱板(硅酸鈣板)。絕熱板的接縫小于2mm,所有縫間用氧化鋁粉填滿,絕熱板與槽殼間隙填充耐火顆粒,粒度小于2mm;絕熱板的加工采用鋸切割;根據(jù)槽底變形情況允許局部加工絕熱板,但加工厚度不大于lOmm。
(4)砌筑保溫磚。保溫磚加工采用鋸切割;砌筑時按畫在槽殼上的砌體層高線逐層拉線控制;第一層保溫磚在絕熱板上進行作業(yè),所有砌筑縫小于2mm,并用氧化鋁粉填滿,不準有空隙;保溫磚與側部絕熱板間填充耐火顆粒,粒度小于2mm,填實;第二層保溫磚與第一層保溫磚應錯縫砌筑,所有磚縫用氧化鋁粉填滿;第三層保溫磚與側部絕熱板間填充耐火顆粒,粒度小于2mm,填實。
(5)鋪干式防滲料。將干式防滲料鋪在保溫磚上,用樣板掛平,鋪一層薄膜,薄膜上鋪纖維板,然后用平板振動機夯實。要求分兩層鋪料、夯實達到設計要求的密實厚度,然后按預先畫好的基準線測量9點,要求水平誤差不大于±2mm/m,高度誤差不大于±1.5mm,局部超出標準可進行整理,并保證陰極炭塊組安裝尺寸。
2、槽底砌筑用主要材料的指標
? ? 槽底砌筑用主要材料的指標如下。
(1)硅酸鈣板。符合國家標準GB/T 10699--1998的硅酸鈣板主要指標。
(2)輕質粘土磚。符合國家標準GB/T 3994--2005的輕質粘土磚主要指標。
(3)粘土磚。符合國家標準YB/T 5106--1993的粘土磚主要指標。
(4)氧化鋁。
(5)石棉板。目前執(zhí)行標準為JC/T 69--2000。石棉板是以石棉為主要原料,加入黏結劑和填充材料而制成的板狀隔熱材料。一般要求石棉板組織結構均勻,厚度一致,表面光滑,但允許一面有毛毯壓痕或雙面網(wǎng)紋。不允許有折裂、鼓泡、分層、缺角等缺陷。石棉板燒失量不大于18%,含水度不超過3%,密度不大于1.3g/cm3,橫向拉伸強度不小于0.8MPa。石棉板的規(guī)格通常有850mm×850mm和1000mm×1000mm兩種,厚度1.0~25.Omm,1m3石棉板的質量按1200kg計算。
(6)干式防滲料。符合國家標準GB/T 10294--1988的干式防滲料的主要理化性能指標。
3、陰極炭決組的制作
? ? 陰極炭塊組的制作,包括炭塊和鋼棒的加工及其組裝兩部分。其制作方式與陰極鋼棒的形狀有關。陰極鋼棒可采用方形、矩形或圓形、半圓形等多種形狀。理論上而言,圓形棒周圍應力分布均勻,尤其是能夠克服矩形或燕尾槽形所帶來的應力集中的問題,可降低陰極炭塊破損的風險,并能夠獲得較低的鐵/炭電壓降。然而圓形棒與炭塊的連接(黏結方式)在我國沒有成熟技術。不少人建議使用半圓形斷面,但我國尚無工業(yè)實踐,目前還是采用方形或矩形棒,對應地將陰極炭塊的溝槽加工成燕尾槽形狀。
近20年,世界上新建鋁廠普遍采用通長炭塊和通長陰極鋼棒。從20世紀70年代中期開始,由于電解槽容量不斷增大,采用大斷面陰極炭塊后,每個陰極鋼棒帶有兩條溝槽的設計方案被采用,即每個陰極炭塊與兩個陰極鋼棒相連接。
陰極炭塊與鋼棒的組裝方式有炭糊扎固、磷生鐵澆注、炭的黏結劑黏結等。其中,磷生鐵澆注式組裝的陰極壽命短,工藝流程煩瑣、復雜,技術性強,高溫作業(yè),勞動強度大,效率低,成本高,廢品率高,該法在國內(nèi)大多被扎固法所取代。下面以扎固法為例進行介紹。
A陰極炭塊組制作的工藝要求
? ? 陰極炭塊組制作的工藝要求如下:
(1)鋼棒下料后,在其兩端面打上編號(最好打鋼印或用油漆標記),測量并記錄每根鋼棒的彎曲程度;校正不合格的鋼棒;砂洗四面,表面應露出銀灰色金屬光澤,砂洗完后檢查并填寫記錄。
(2)組裝前用壓縮空氣將炭塊燕尾槽內(nèi)灰塵吹凈,然后加熱陰極炭塊,與此同時加熱陰極鋼棒和炭糊,加熱溫度根據(jù)炭糊性質而定,一般在40~110℃的范圍(以炭糊說明書要求的溫度為準)。
(3)組裝前再清掃一次燕尾槽內(nèi)的灰塵;用電毛刷對鋼棒進行打磨,表面不準有灰塵。
(4)陰極鋼棒軸向中心線必須與炭塊鋼棒槽軸中心線相吻合,偏差不準超過炭塊長度的1‰,鋼棒組裝后總長度偏差不大于15mm,彎曲度不大于4mm。
(5)每次加糊后用樣板刮平再搗固,共分6層左右搗固,每層搗固高度為20—40mm;扎固時炭糊的溫度應滿足鋼棒糊使用說明書的要求;每層搗固兩個往返,搗固后糊與炭塊表面呈水平,表面整潔,不準有麻面,搗固壓縮比(1.6~1.8):1,搗固風壓不低于0.5MPa,扎固搗固錘每次移動1cm左右,嚴禁搗固錘打壞炭塊,防止異物進入糊內(nèi)。
(6)組裝后測量炭塊表面與鋼棒表面,平行度公差值3mm,不準高于炭塊表面,用耐火泥抹平。
(7)組裝后陰極炭塊組的質量要求。1)導電性能。當用2000A直流電以工作面和陰極鋼棒露出端為兩極,其電壓平均值不大于350mV(在室溫下);2)外觀。由燕尾槽向外延伸的裂紋寬度不大于0.5mm,長度不大于60mm,其他缺陷符合底部炭塊標準,冷糊雜物清除干凈;3)炭塊組堆放要按作業(yè)基準進行,要輕吊輕放,鋼絲繩所壓炭塊部位要有防壓措施,嚴禁雨淋,受潮;4)對炭塊組檢查采用抽查法,抽檢比例3%。如有質量問題提高抽查比例。
B陰極炭塊組制作用主要材料
? ? 陰極炭塊組制作用主要材料如下。
(1)陰極炭塊。關于陰極炭塊的種類、性能、制備工藝等請見本書第30章。陰極炭塊的種類很多,這里僅以當前國內(nèi)外大中型預焙槽上使用最多的半石墨質炭塊為例進行說明。我國鋁廠目前較普遍使用的半石墨質陰極炭塊行業(yè)標準為YS/T 287--1999。且外觀符合如下規(guī)定:1)產(chǎn)品表面應平整,斷面積不允許有空穴、分層和夾雜物;2)加工長度大于1m時,彎曲度不大于長度的0.1%;3)炭塊嚴禁受潮和油污染;4)炭塊表面允許有符合標準的缺陷。
(2)鋼棒糊。
(3)硼化鈦陰極。TiB2是最理想的鋁電解可潤濕性陰極材料。目前中南大學研發(fā)的常溫固化硼化鈦陰極涂層材料和中國鋁業(yè)公司研發(fā)的硼化鈦-炭復合材料均開始在大型預焙鋁電解槽上應用。這種材料與低石墨質或低石墨化程度的炭塊結合,可以顯著改善陰極的抗鈉膨脹性,而與高石墨質或高石墨化程度的炭塊結合,則可以顯著改進陰極的耐磨性。此外還有一個很重要的優(yōu)點是,它給陰極帶來了一種炭素材料所不具備的性能,即與金屬鋁液的良好潤濕性,因而可減少槽底沉淀,提高陰極工作的穩(wěn)定性。硼化鈦陰極涂層與價格較低的無煙煤基(無定形或半石墨質)炭塊相結合的效果最為顯著。無定形炭在長時間電解后會逐漸石墨化,在一年或更長一點的時間內(nèi)大部分會轉化成石墨。在工業(yè)電解槽上這種石墨化轉化之所以未能體現(xiàn)在陰極電壓的下降,是因為鈉膨脹及熔融電解質與碳化鋁的滲透抵消了石墨化所帶來的電導率的改進。對此,中南大學開發(fā)的常溫固化硼化鈦陰極涂層技術所采用的涂層厚度只要有4—5mm即可(這樣涂層的造價相對較低),涂層本身壽命只需2年左右即可(因為陰極炭塊的吸鈉膨脹主要發(fā)生電解槽啟動后的1-2年內(nèi)),但其提高槽壽命和穩(wěn)定槽況所帶來的效益顯著高于使用涂層所帶來的投資費用增加。
4、陰極炭塊組的安裝
? ? 陰極炭塊在槽底的排列有如圖所示的幾種情況,其中a、b、c三種比較,c型最好。
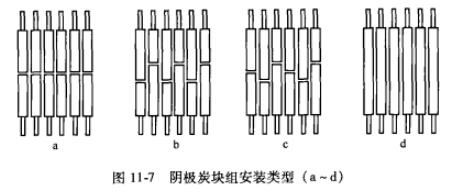
型對應通長炭塊,這種類型接縫數(shù)量最少,一般認為該類型可使電解質和鋁液滲漏的可能性以及由于上抬力和推擠力所引起的機械破損可能性均可降至最小。通長炭塊不一定采用通長陰極棒,但發(fā)展趨勢是通長炭塊與通長陰極棒一起采用。
A陰極炭塊組安裝的工藝要求
? ? 陰極炭塊組安裝的工藝要求如下:
(1)將砌筑完畢的槽底(干式防滲料)表面清理干凈,按預先華好的作業(yè)基準線進行安裝作業(yè),以槽中心為準,由中央向兩端進行。
(2)炭塊組兩端鋼棒預先安裝好擋板。已變形棒孔擋板要校正方可使用,不能校正的必須更換。
(3)用鋼絲繩吊動炭塊時,所壓部位必須采取防范措施,以防損傷炭塊;調(diào)整炭塊組時僅撬動炭塊,不可撬動鋼棒;嚴禁損傷炭塊、鋼棒及擋板,安裝要平穩(wěn),不平處可用粉料(防滲料)墊平。
(4)相鄰炭塊水平高度差不超過3mm,長度偏差不大于10mm;炭塊間距符合內(nèi)襯圖要求,相鄰炭塊就位,用縫寬樣板控制,測定三點,一般控制在規(guī)定值±2mm,然后取下樣板用木楔臨時固定。
(5)就位時,鋼棒應放在窗口中央,陰極鋼棒中心線與槽殼窗口中心線偏差為±3mm;陰極鋼棒擋板緊貼槽殼鋼板上,2—3mm間縫用水玻璃石棉膩子塞滿;膩塞棒孔后,炭塊組不準移動;如需移動,窗孔間隙重新膩塞。
(6)水玻璃石棉膩子密封料的配比,按水玻璃:(石棉粉70%+石棉絨30%)質量比=1:1.5,混合均勻使用。水玻璃膩子應潔凈,不準混入異物。
B陰極炭塊組安裝用主要材料
? ? 陰極炭塊組安裝用主要材料如下。
(1)硅酸鈉水玻璃。符合國家標準GB/T 4209--1996的水玻璃的密度為1.32—1.38g/cm3,波美度(20℃以下)35~37°Be,模數(shù)(M)3.5—3.7。
(2)石棉。石棉絨采用溫石棉時選4級,4級石棉的纖維長度和含量分別為:4.8mm為5%~35%以上,1.35mm為45%~70%以上,砂粒粉塵含量不大于5.5%。石棉粉的技術性能為:短纖維石棉10%,輕質耐火土鈣鎂細粉90%,體積密度0.86g/cm3,耐熱度不小于600℃,水分不大于5%,導熱系數(shù)不大于0.093W/(m?K)。
5、陰極炭塊周圍砌筑
? ? A陰極炭塊周圍砌筑的工藝要求
? ? 陰極炭塊周圍砌筑的工藝要求如下。
(1)四周緊貼槽殼為石棉板、硅酸鈣板,縫隙小于2mm,縫隙用石棉絨-水玻璃糊實。
(2)兩炭塊鋼棒間砌65mm輕質粘土磚(兩層或三層,依內(nèi)襯圖而定),采用濕砌,磚縫小于3mm。
(3)搗打澆注料。按內(nèi)襯圖尺寸支好模板,固定陰極炭塊四周;用攪拌機干混澆注料2min,然后加入清潔自來水(加水量在6.5%~7.5%之間),加完水后攪拌3~4min即可出料;攪拌好的澆注料應立即倒入模內(nèi)(應采用多點投料為好),用插入式振動器振動,振至表面露出浮水為止;振動器提起時應避免留空洞,振動棒應緩慢均勻移動,不能在一點長時間振動,以防澆注料偏析;加第二層料振動時,切忌將振動棒插入第一層料內(nèi)以防破壞第一層已初凝料層的組織結構;澆注完畢全高傾斜不大于5mm,其表面凹凸不大于2mm;澆注好后用草袋覆蓋注體。養(yǎng)護時間為:若環(huán)境溫度大于平均20℃/d,養(yǎng)護時間為24h,否則為48h。
(4)砌筑耐火磚。待澆注體達到養(yǎng)護時間后,澆注體上用耐火泥漿找平砌筑一層或二層視(內(nèi)襯圖而定)65mm高鋁磚或輕質粘土磚,磚縫小于3mm,泥漿飽滿,為砌筑側部炭塊做好準備。
B陰極炭塊周圍砌筑用主要材料陰極炭塊周圍砌筑用主要材料如下。
(1)防滲隔熱耐火澆注料(耐火混凝土)。不同廠家有不同標準。
(2)耐火磚。我公司生產(chǎn)的高鋁磚理化性能指標不再詳述。
6、側部砌筑
? ? A側部砌筑的工藝要求
? ? 側部砌筑的工藝要求如下。
(1)砌筑前將槽殼上的污垢和周圍磚表面上的泥漿清理干凈,砌筑塊(炭塊或碳化硅磚)要仔細檢查,有缺陷的根據(jù)情況放在角部。
(2)炭塊用干砌,碳化硅(SiC)磚用耐火泥漿砌筑,因此若使用碳化硅磚,先配制碳化硅耐火泥漿。砌筑從角部開始作業(yè),立縫小于0.5mm,臥縫小于3mm,錯臺小于5mm。大面根據(jù)槽型可以砌筑成一條弧線。側塊背部緊貼槽殼鋼板,背縫小于2mm。
(3)若需加條,則加條在角部兩側的第三塊上進行,加條尺寸應不小于原炭塊的二分之一。
(4)砌筑和調(diào)整側部炭塊應使用木槌敲打,嚴禁使用金屬錘敲打,以防損傷炭塊。
(5)對于側部塊與槽殼間的縫隙,若側部為碳化硅磚,則用碳化硅澆注料或側部散熱填充料填實;若為炭塊,則用氧化鋁,或炭膠或側部散熱填充料填實。
B側部砌筑用主要材料的指標
? ? 側部砌筑用主要材料的指標如下。
(1)側部塊。
(2)炭膠。側部使用炭塊時,用到炭膠。
(3)碳化硅耐火泥。側部使用碳化硅磚時,用到碳化硅耐火泥。
(4)側部散熱填充料。
7、扎固
? ? A扎固立縫的工藝要求
? ? 扎固立縫的工藝要求如下:
(1)陰極塊加熱前應用壓縮空氣將槽內(nèi)清理干凈,然后進行加熱作業(yè)。
(2)立縫加熱用電加熱器加熱,冬季加熱時間不少于12h,夏季加熱時間不少于lOh,加熱溫度同扎糊作業(yè)溫度(遵照糊料產(chǎn)品說明書)。需加熱的材料、工具同時加熱。扎固前再次進行吹風清掃。
(3)測量陰極炭塊加熱溫度,每個炭塊各測三點。
(4)非工作人員禁止入槽內(nèi),作業(yè)人員的鞋底必須干凈。
(5)陰極炭塊立縫均涂一層稀釋瀝青,厚度0.5mm左右。
(6)按量加糊,應用樣板刮平,再進行扎固作業(yè),扎固次數(shù)不少于兩個往復,搗固時間約/層。立縫一般分7~8次扎完,每槽約60min。操作點的風壓不低于0.6MPa,壓縮比不低于1.60:1。
(7)扎固炭帽要在模板內(nèi)進行,以防打壞炭塊。炭帽應高出陰極炭塊上表面5mm,寬度40mm,鏟去炭帽兩側毛邊并用手錘壓光使之表面平整、光滑、無麻點。
B扎固周圍縫的工藝要求
? ? 扎固周圍縫的工藝要求如下:
(1)周圍糊扎固前應對周圍縫加熱,并在加熱前進行吹風清掃,加熱溫度同立縫溫度。
(2)凡與糊接觸部位(炭糊除外)均涂一層稀釋瀝青,厚度為0.5mm左右。
(3)槽長、短側各分7~10次扎完,斜坡高度符合內(nèi)襯圖要求(一般為200mm),工作點風壓不低于0.6MPa,壓縮比不低于1.60:1。扎固之前首先將陰極鋼棒底下塞實。
(4)扎固坡面時,為使層間銜接牢固,用爪型搗錘把表面打成麻面,然后再鋪糊扎固。周圍糊接頭處用火焰加熱器烘烤,不準將糊燒成炭化物,加熱至立縫要求溫度。
(5)搗固后表面呈平面,光滑整潔,不準有麻面。
C扎固用冷搗糊
? ? 目前已普遍使用冷搗糊扎固立縫與周圍縫。
上一篇:河南耐火材料出口 下一篇:輕燒白云石回轉窯耐火材料
TAG標簽:
耐火磚
河南耐火磚
高鋁磚
剛玉磚
耐火磚價格
河南耐火材料廠






系我們")
執(zhí)照資質")




